Seiring berkembangnya peradaban manusia, semakin banyak orang yang menaruh perhatian lebih terhadap kebersihan lingkungan merekaberada dalam, seperti rumah sakit, sekolah, kamar bersih, dll. Masyarakat juga semakin mulai menggunakan produk sekali pakai, sepertibantalan pel sekali pakai serat mikro.Pel sekali pakai microfiberterutama mencegah infeksi dan kontaminasi silang.
Jadi bagaimana kain pel sekali pakai mikrofiber diproduksi?
Ruang Sortir Benang

Gulungan kecil benang mentah disusun sesuai dengan persyaratan proses ke dalam kepala gulungan besar untuk menenun.
Terdapat 176 gulungan benang di ruang penyortiran benang.
Benang biasanya tersedia dalam ukuran 150D-288F dan 75D-144F. Semakin tinggi spesifikasinya, semakin tebal benangnya.
Ruang Menyisir

Proses multi-langkah untuk menghaluskan serat dengan mesin sisir.
Ada dua jenis serat: serat stapel primer dan serat stapel daur ulang.
Keputihan bantalan pel yang sudah jadi dapat diatur dengan mengatur perbandingan kedua jenis serat tersebut.

Sesuaikan ketebalan bantalan pel dengan jumlah lapisan yang diletakkan rata.
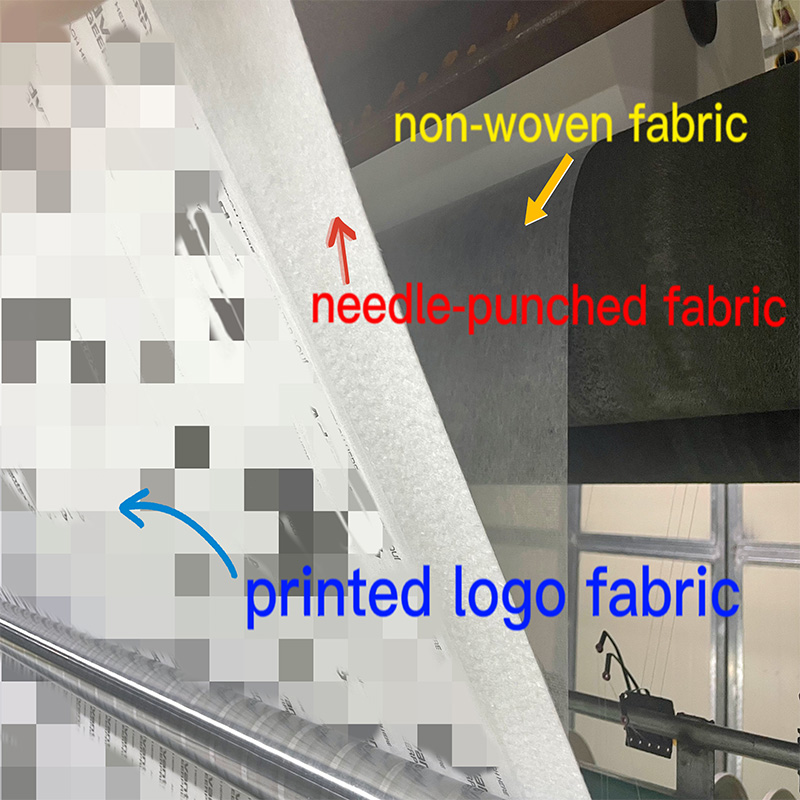
Mesin Tusuk Jarum:
Serat yang disisir diubah melalui proses penusukan menjadi kain yang ditusuk jarum.
Kain yang dilubangi jarum digunakan sebagai kain tengah bantalan pel.
Ruang Percetakan

Jika logo akan dicetak di bagian belakang produk, logo tersebut harus dicetak pada kain bukan tenunan sebelum ditenun.
Karena tinta cetak mengandung bahan pengawet, logo tidak akan hilang seiring berjalannya waktu. Cetakan biasanya memakan waktu antara 7-15 hari dalam pembuatan piring.
Kami akan mengambil kain non-anyaman yang sudah jadi untuk dicetak. Karena hasil akhir non-wovennya tidak kabur, bahkan mencapai tingkat higienis.
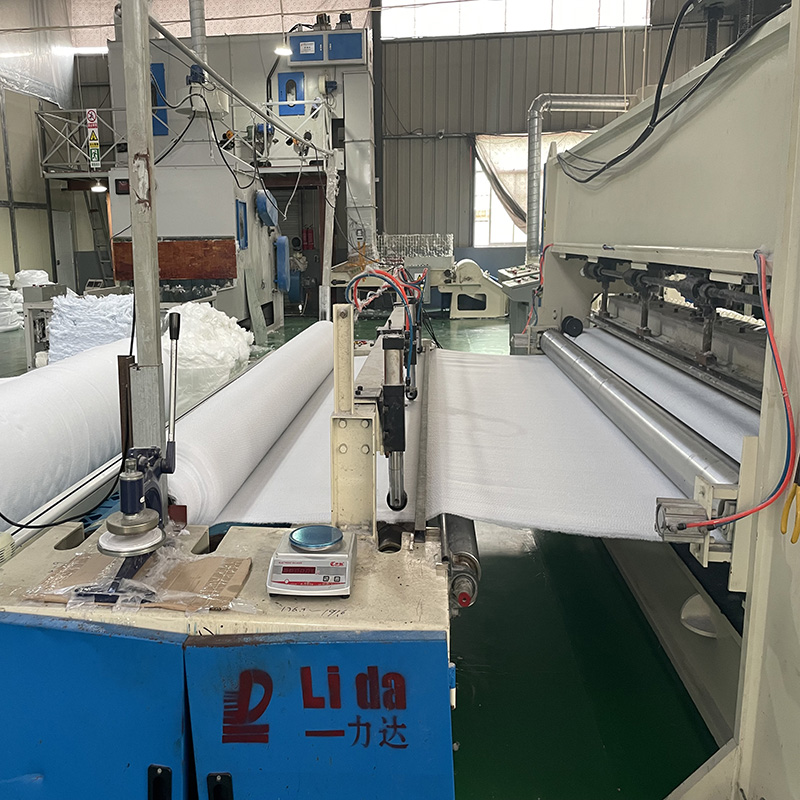
Ruang Tenun
Itubantalan pel dijahit bersama dengan benang yang telah diselesaikan di ruang penyortiran benang. Untuk meningkatkan kualitas, ruang tenun harus ada
suhu dan kelembaban yang konstan.

Ruang tenun dapat menenun 80.000 kain pel sehari.
Menggorok Ultrasonik
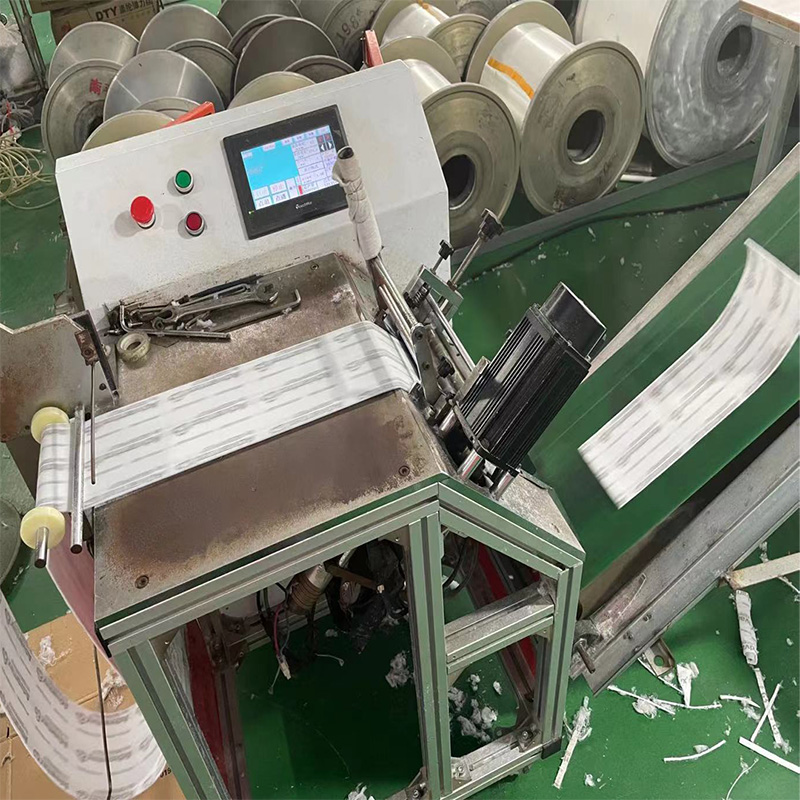
Pemotongan ultrasonik menghasilkan bantalan pel yang tidak melepaskan serat.
Itu juga dapat dipotong memanjang sesuai dengan kebutuhan pelanggan.
Kemasan
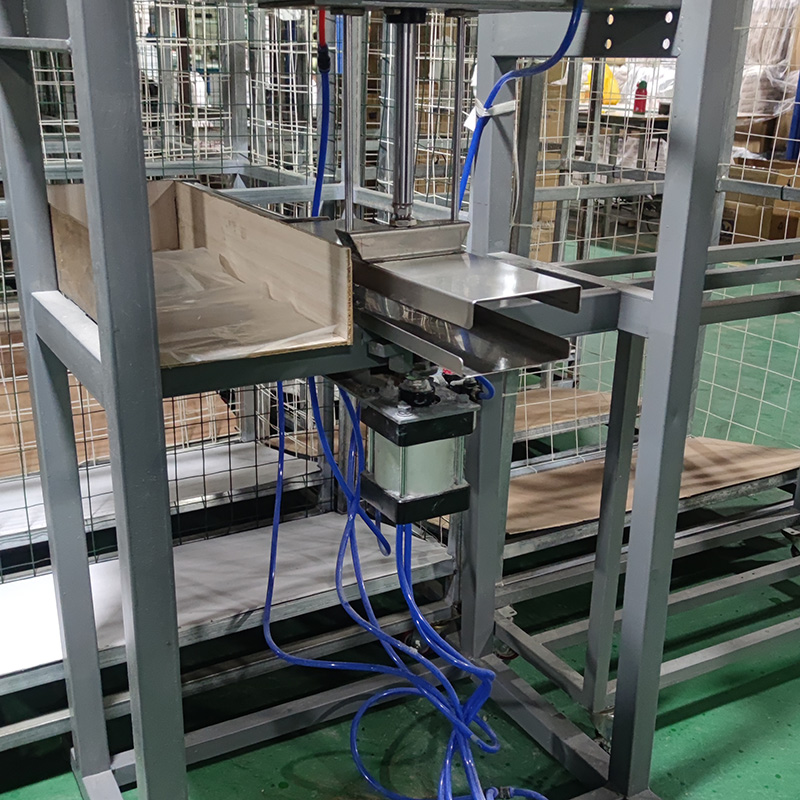
Pengemasan dibagi menjadi pengemasan vakum dan pengemasan kompresi. Kedua jenis tersebut mengurangi volume barang dan mengurangi biaya pengiriman atau
berkemas lebih banyak.
Kemasan kompresi biasanya digunakan. Kemasan vakum cenderung mengeluarkan udara selama pengangkutan, sehingga karton menjadi menggembung.

Dengan cara ini, produksi kain pel sekali pakai serat mikro selesai.
Waktu posting: 24 Februari-2023